NORD’s condition monitoring solution focuses on status-based maintenance to increase service life of components and machines, predict undesirable operating conditions, and reduce unplanned downtimes, service costs, and material costs.
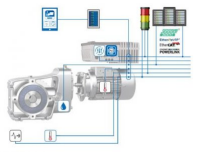
Condition monitoring for predictive maintenance is a drive solution developed by NORD that focuses on status-oriented maintenance rather than traditional time-based maintenance. Status and drive data are recorded periodically or continuously via the PLC output parameters and can be viewed or saved to a local dashboard via an Industrial Ethernet protocol such as EtherNet/IP. The collected data is analyzed and used to detect any suboptimal operating conditions so that machines and systems can be proactively maintained, and unplanned downtimes can be avoided. Condition monitoring increases the service life of components, machines, and the overall system effectiveness. It also reduces service and material costs.
A gear unit with old oil can lead to wear and tear of components and cause a drive to lose performance and efficiency. NORD’s SMART OIL CHANGE function (SOC) uses virtual sensors of the integrated PLC with gear unit parameters and specific operational parameters to calculate the optimal time to change the oil to keep gearboxes in pristine condition and running longer. In addition to digital and analog sensors that monitor internal values, the drives can also evaluate external conditions with temperature and vibration sensors. Together, these sensors and sensor data play an important role in condition monitoring and provide a system that is IIoT and Industry 4.0 READY!
Along with the SOC function, condition monitoring (CM) has three functional solutions: CM1, CM2, and CM3. These functions are scalable to production size and include tasks such as drive monitoring, drive control, and process control. At the first level, CM1 performs drive monitoring and data transfer via an Ethernet interface from the VFD to the local Industrial PC (IPC). CM2 uses the integrated PLC within the VFD for threshold based evaluation of external sensors and drive parameters. Finally, CM3 provides visualization of the drive data through a local dashboard. The data can be viewed by comparing two parameters between several drives, and through reports displaying pending and acknowledged faults. Data from the past can also easily and quickly be displayed via a calendar function.
Each drive uses its integrated PLC for processing of measured values and has an external signal column that visually alerts to its condition status with the colors green, yellow, and red. Green indicates that everything is working properly and there are no warnings or errors. When yellow is showing, there is a warning present in the VFD and at least one of the four measurements has exceeded the warning threshold. Red designates that the drive has switched to the error state and at least one of the four measurements has exceeded the alarm limit. These signals are a quick indication of drive status and allow faults to be addressed in a timely manner – avoiding possible damage to the drive. All warning and alarm messages are also displayed on the external dashboard and can be acknowledged using a reset button. In general, the functions of condition monitoring are fixed, however users can adjust the alarm threshold values to suit their specific application needs.
By detecting undesired operating conditions early using drive sensors and parameters, condition monitoring allows faults to be addressed immediately – saving the drive and components from damage and optimizing operational safety. Using status-based maintenance rather than time-based maintenance means that drives run more efficiently, and the service life of components and machines is extended. Status-based maintenance also means that downtimes can be planned, resulting in a more organized functional system and a decrease in costly unplanned downtimes. NORD’s condition monitoring solution provides valuable data analysis for predictive maintenance.
About NORD DRIVESYSTEMS®
With more than 4,000 employees, NORD DRIVESYSTEMS has been developing, producing and selling drive technology for more than 50 years, and is one of the global leaders of full-service providers in the industry. In addition to standard drives, NORD delivers application-specific concepts and solutions for special requirements such as energy-saving drives or explosion-protected systems. In financial year 2017, annual sales amounted to $781 million. NORD now has subsidiaries and sales partners in 98 countries worldwide. The dense sales and service network guarantees optimal availability, enabling short delivery times and customer-oriented service. NORD produces a very diverse range of drives for torques from 88 to more than 2.2 million lb-in, provides electric motors in the power range of 0.16 to 1,341 HP, and manufactures frequency inverters with the required power electronics of up to 215 HP. Inverter solutions are available for conventional control cabinet installations as well as for decentralized, fully-integrated drive units.