

Femi Olorunnaiye, P.E., P.Eng., PMP, Senior Process Engineer, Schreiber Foods
Key takeaways:
- In viscous food systems, many apparent pump or controls problems begin with suction-side design: long runs, restrictive instruments, abrupt fittings, and poor layout can quietly consume net positive suction head (NPSH) margin.
- A practical diagnosis should combine field observation with simple engineering checks: walk the suction path, estimate pressure-drop contributors, review flowmeter sizing, and confirm whether controls are compensating for weak hydraulics.
- The best reliability fixes also improve cleanability, inspectability, maintainability, and operator confidence.
One of the easiest mistakes to make in food manufacturing is to treat a hydraulic problem like a controls problem. I have seen that happen in viscous dairy service, where a pump starts sounding rough, flow becomes inconsistent, operators intervene more often, and the first instinct is to adjust speeds, timers, or permissives. Sometimes the controls need attention. But in one anonymized transfer-loop review, the real issue sat upstream of the motor. The suction side had quietly become the bottleneck.
The system moved a viscous dairy product from an upstream vessel to a downstream process step through a hygienic transfer loop. On paper, the arrangement looked workable. In operation, it had several traits that deserve immediate attention in any food plant: a long suction path, more fittings than the service really needed, an instrument creating avoidable restriction ahead of the pump, and a layout that made inspection and maintenance harder than it should have been.
The first clues
The symptoms were familiar. Operators described a rattling or gravel-like sound during certain parts of the run. Transfer performance was less stable than expected. Startup could be touchy. When the line was pushed harder, confidence dropped instead of improving. None of those clues alone proves cavitation, but together they were enough to stop looking only at software and start walking the suction path piece by piece.
That walkdown changed the conversation. I usually begin with a simple question: where is the pump spending its pressure budget before liquid even reaches the pump impeller or screw? In viscous service, that budget disappears faster than many teams expect. Straight pipe matters. Fittings matter. Elevation matters. Instrument pressure drop matters. Product temperature matters. Entrained air matters. And if the line is not easy to inspect, clean, and reassemble consistently, the hydraulic picture can drift over time as parts wear or operating habits change.
Where the pressure budget was going
The most useful calculation in this kind of review is not complicated. Net positive suction head available is the suction energy the system gives the pump after static head, vapor pressure, and suction losses are accounted for. Net positive suction head required is what the pump needs at a given flow rate. If the available value only barely clears the required value on a clean estimate, normal process variation can erase the margin quickly.
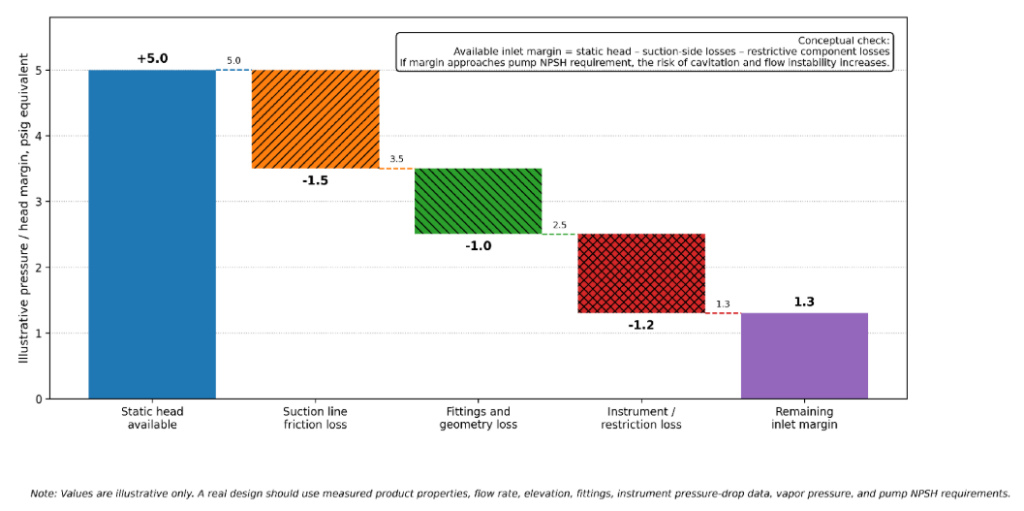
Figure 1. Pressure budget concept for a viscous dairy transfer pump inlet.
In viscous food service, the pump does not receive all of the static head available at the source vessel. Suction piping, fittings, elevation effects, and restrictive components consume part of that head before the product reaches the pump. The remaining inlet margin determines whether the pump operates with stable flooded suction or begins moving toward cavitation, air entrainment, and flow instability.
In this case, the pump itself was not my first suspect. The suction losses were. Every extra elbow, reducer, valve, hose transition, and restrictive meter was taking a bite out of the same limited margin. That is why I try to keep the suction side boring: short, direct, fully flooded where possible, easy to vent, easy to inspect, and easy to clean. A pump can tolerate many things better than it can tolerate a starved suction line.
We also looked hard at flowmeter placement and sizing. In food plants, meters are sometimes installed where they are convenient for controls, packaging, or skid layout, not where they are best for hydraulics. That trade-off can be expensive on the suction side. If a meter adds meaningful pressure drop at operating viscosity, especially during higher-rate transfers or clean-in-place flow, it should be treated as a reliability decision, not just an instrumentation choice. Every suction-side component needs to justify the head it consumes.
Controls still matter, but they cannot create NPSH margin. They can only manage around the system that was built. If the hydraulic path is weak, automation often ends up masking mechanical stress instead of solving it.
What changed in the design
The fix was not glamorous, which is usually a good sign. We simplified the suction geometry, reduced avoidable restrictions, and shifted the design toward a cleaner hydraulic path into the pump. We also reviewed whether the meter belonged upstream at all or whether the process would be better served by sizing it differently or relocating it where pressure loss was less punitive.
Just as important, we used the redesign to improve maintainability: better access, fewer awkward inspection points, clearer assembly expectations, and a layout that was easier to clean and verify. In my experience, this is where reliability and food safety start to overlap in a useful way. If seals, fittings, and product-contact areas are hard to reach or hard to inspect, the risk is not only downtime. It is also inconsistent cleaning, assembly error, extra intervention, and a wider window for contamination or foreign-material introduction after maintenance.
We revisited the controls too, but in a different order than many teams do. Instead of asking automation to rescue a poor hydraulic path, we checked whether the logic was starting the pump into unstable conditions, ramping too aggressively, or encouraging operator workarounds. Once the suction side improved, the controls could do what they were supposed to do all along: stabilize a sound system rather than compensate for a fragile one.
What food plants can take from it
The broader lesson for U.S. food manufacturers is straightforward. If a viscous transfer loop is noisy, temperamental, or highly operator-dependent, do not start with software alone. Start with the suction side. Walk the line from source to pump. Ask what is stealing pressure before the liquid reaches the impeller or screw. Review whether the pump is being asked to overcome losses that should never have been placed upstream. Check whether the flowmeter selection, reducer geometry, fitting count, and line routing match the product actually being moved, not just the pipe size shown on the drawing.
If I were giving a plant team a short implementation sequence, it would be this: first, verify the hydraulic basics, including NPSH margin, static head, product temperature, and major suction-side losses. Second, challenge every restriction ahead of the pump, especially meters, valves, reducers, and unnecessary elbows. Third, design for hygienic maintainability: access, drainability, inspectability, and repeatable reassembly. Fourth, tune controls only after the hydraulic path is credible.
That order matters. Controls can sharpen a good system, but they rarely rescue a poor suction arrangement for long.
In food processing, the quietest pumps often tell the best story. They are usually connected to systems that respect pressure budget, product behavior, and the reality of maintenance on a live plant floor. When those three things come together, reliability improves, sanitation gets easier, and operators stop fighting the line. That is the kind of engineering win worth repeating.
 Femi Olorunnaiye, P.Eng., P.E., PMP, is a senior process engineer specializing in food manufacturing, hygienic process systems, hydraulic design, pump reliability, process safety, and plant optimization. His work improves viscous dairy transfer systems, equipment maintainability, product-quality protection, OEE performance, and manufacturing reliability.
Femi Olorunnaiye, P.Eng., P.E., PMP, is a senior process engineer specializing in food manufacturing, hygienic process systems, hydraulic design, pump reliability, process safety, and plant optimization. His work improves viscous dairy transfer systems, equipment maintainability, product-quality protection, OEE performance, and manufacturing reliability.



